1, Машинаның негізгі мүмкіндіктері
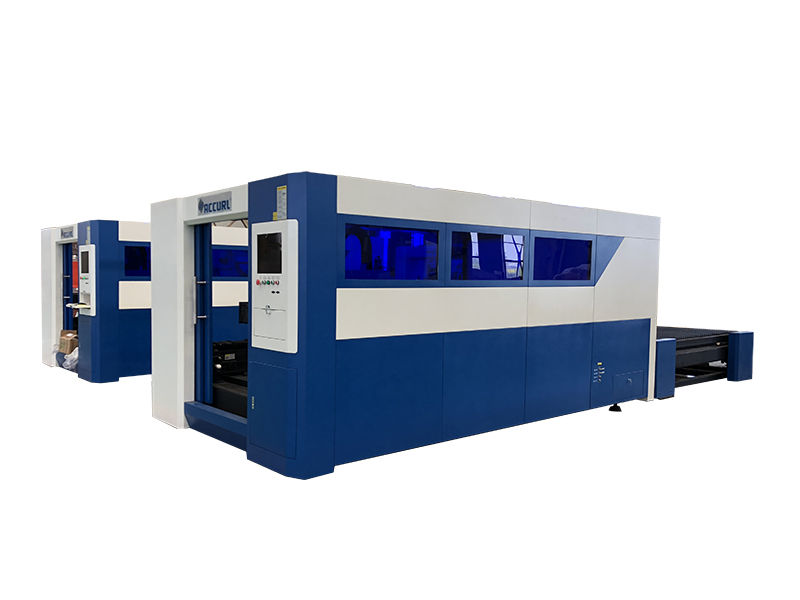
Машина құрылғы хостынан, компьютерлік басқару жүйелерінен, талшықты лазерлік кесу басынан, салқындатқыштардан, қосалқы әдептілік компоненттерінен тұрады.
Жапондық YASKAWA сервоқозғалтқыштарын қолданатын станок құрылымы дәстүрлі шарикті бұрандалы беріліс қорабының орнына тірек пен тісжегіші берілісін, жоғары дәлдік пен жылдам жылдамдықты, қос жетекті беріліс пен тірек берілісін пайдаланады, бұл машинаны 40-50 метр/мин жылдамдыққа дейін бос қозғалысқа келтіреді.
Төсек порталы, станокпен дәнекерленген құрылым, күйдіру, өрескел өңдеу, өңдеуден кейін қартаюды өңдеу, кернеуді дәнекерлеуді және өңдеуді толығымен жоя алады, қатты, жоғары дәлдікпен, ұзақ уақыт бойы деформацияланбайды (кемінде 20 жыл).
X, Y осьтері импортталған Жапонияның YASKAWA жоғары дәлдіктегі сервомоторлары, жоғары жылдамдық, жоғары айналу моменті және жоғары инерция, тұрақты және берік. Машинаның жоғары жылдамдығын, жоғары дәлдігін және үдеуін қамтамасыз етіңіз.
Арнайы кесу бағдарламалық жасақтамасы, лазерлік кесуді басқарудың арнайы модульдерінің бірқатарын біріктіру, қуатты, жақсы адам мен машина интерфейсі, оңай жұмыс. Швейцариялық брендтің жоғары сапалы Ray Tools брендінің талшықты лазерлік кесу басының таңдауы, сондай-ақ арнайы сыйымдылық сезімталдығы, жоғары дәлдіктегі сенсор, жауап беретін, ең тұрақты және сенімді өнімділігі.
Басқару жүйелері; Компьютермен басқарылатын электр үстелінің аудармасын пайдалану дайындаманы толық кесу және т.б. Кесу кез келген графикалық редакторда және спорттық жазықтықта жасалуы мүмкін.
Машинаның негізгі бөліктері Еуропаның, Жапонияның және Тайваньның әйгілі брендін, оның Қытайдың бағасын, бірақ еуропалық машина сапасын қабылдайды.
2, Машинаның негізгі техникалық артықшылығы
2.1 Станок
Портальды конструкциясы бар, станокпен дәнекерленген құрылымы бар, жасытылған қартаюды өңдеуден кейін шойын алюминийден жасалған арқалықтар, содан кейін өрескел өңдеу, өңдеу, кернеуді дәнекерлеуді және өңдеуді толығымен жоя алады, қаттылық, жоғары дәлдік, ұзақ мерзімді пайдалануды кем дегенде 20 сақтауға болады. жылдар деформацияланбаған.
Жақсы тұрақтылықты қамтамасыз ету үшін салмақ сәулелерін азайта алатын жалпы алюминий құйма бөліктері бар машина арқалық порталы, жоғары жылдамдықты жұмыс машинаға сәйкес келеді.
Салмағы 4 тонна машина, құрылымдық динамикалық дизайн принципін және соңғы элементтер әдісін қолданатын айнымалы талдау техникасы жобаланған машина негізі тамаша статикалық және динамикалық өнімділікке ие.
| техникалық параметрлері | |||
| Еден ауданы | Шамамен 4650 * 2520 мм (тиеу және түсіру аймағын қоспағанда) | ||
| Материалға рұқсат етіңіз Максималды кесу аймағы | 1500 * 3000мм | ||
| Машинаның жалпы салмағы | 4000 кг | ||
| Электрмен жабдықтауға қойылатын талаптар | 380В/ 50Гц | Жалпы қуат | 20кВт |
| Экологиялық талаптар | Температура диапазоны: 10-35 ºC Ылғалдылық диапазоны: 40-85% Теңіз деңгейінен 1000 метр биіктікте, жанбайтын, жарылғыш, магнитті, күшті жер сілкінісі қоршаған ортаны пайдалану | ||
| Жабдықты жылжыту жүйесінің параметрлері | |||
| Кесу жылдамдығы, үдеу | 0-50м / мин 0-3000мм/с2 | ||
| Әуе жолының жылдамдығы, үдеу | 0-50м / мин | ||
| Орналастыру дәлдігі | <0,03мм/м | ||
| Жетек жүйесі | Жапонияның YASKAWA сервоқозғалтқыштарының жетегі қабылданады | ||
| Берілісі | Барлығы жоғары дәлдіктегі бұрандалы тірек пен пинионды пайдаланады | ||
| Кері байланыс және тасымалдауды басқару жүйелері | Арнайы көлік және басқару жүйесі | ||
| Желдету жүйесі | Бекітілген төменгі желдету | ||
| Жұмыс үстелінің түрі | Сөре жұмыс үстелі | ||
| Тізбек және қорғаныс жүйесі | Стандартты дизайн | ||
Біздің талшықты лазерлік кесу машинасының негізгі лазерлік кесу функциялары
| Жоқ. | Функция | Сипаттамасы |
| 1 | Биіктікті бақылау | Алауды пластинаның биіктігіне қарай жоғары және төмен жылжытыңыз |
| 2 | Қуатты басқару | Еңіске сәйкес лазерлік қуатты басқару |
| 3 | Кері функция | NC бағдарламасын орындау үшін кері |
| 4 | Үзіліс нүктесінің қайтарылуы | Қалпына келтіруден кейін үзіліс нүктесіне оралыңыз |
| 5 | Мульти пирсинг | Импульс, жарылыс, прогресс, жоғары жылдамдық |
| 6 | Жетекші сызық | Жеткізу сызығының параметрін орнату |
| 7 | Автоматты жиектерді табу | Кесетін бөліктің координатасын автоматты түрде табыңыз |
| 8 | Leapforg функциясы | Кесу тиімділігін арттыру үшін Leapforg |
| 9 | Ортақ сызық | Кесу тиімділігін арттыруға арналған ортақ желі |
| 10 | Белгілеу функциясы | Пластинадағы кез келген пішінді белгілеңіз |
Анықтама үшін лазерлік кесу қалыңдығы мен жылдамдығы (лазердің қуаты 800 Вт, басқа лазер қуаты негізінде деректер аздап өзгереді)
| Материал | Қалыңдығы (мм) | Кесуді ұсыныңыз Жылдамдық (мм/мин) | Максималды кесу жылдамдығы (мм/мин) | Қуат (Вт) | Газды кесу | Газ қысымы (кПа) | Фокус (мм) | Саптама үлгісі | Фокустау (мм) |
| SS | 1 | 10000 | 12000 | 700 | N2 | 8 | 0 | 1.5 | 0.7 |
| SS | 1.5 | 5000 | 5500 | 700 | N2 | 8 | 0.7 | ||
| SS | 2 | 2500 | 3000 | 700 | N2 | 9 | -1 | 1.5 | 0.7 |
| SS | 3 | 1500 | 1800 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 4 | 1200 | 1400 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 5 | 600 | 680 | 700 | N2 | 10 | -3 | 2 | 0.7 |
| ХАНЫМ | 0.5 | 9000 | 10000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| ХАНЫМ | 1 | 8000 | 9000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| ХАНЫМ | 1.5 | 6200 | 7000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| ХАНЫМ | 2 | 3500 | 4000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| ХАНЫМ | 3 | 3000 | 3600 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| ХАНЫМ | 4 | 1800 | 2000 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| ХАНЫМ | 5 | 1500 | 1800 | 700 | O2 | 0.6 | 2 | 1.2 | 0.7 |
| ХАНЫМ | 6 | 1100 | 1200 | 700 | O2 | 0.8 | 2 | 1.5 | 0.7 |
| ХАНЫМ | 8 | 900 | 1000 | 700 | O2 | 0.6 | 2 | 1.5 | 0.7 |
| ХАНЫМ | 10 | 700 | 800 | 700 | O2 | 0.7 | 2.5 | 1.5 | 0.7 |
Машинаның өрескел тұтыну шығындары (800 Вт лазер қуатына негізделген, басқа лазер қуаты деректердің айырмашылығы аз болады)
A> Жалпы қуат тұтынуы
| Машина бөлігі | Қуат (кВт) | Қуатты тұтыну (кВт/сағат) | Ескерту |
| Лазерлік генератор | 5.8 | <=21 | Қуат бағасы әр елде әртүрлі болғандықтан, мен тек қуат тұтынуын бере аламын, жалпы баға құнын бере алмадым |
| CNC кестесі | 5.8 | ||
| Салқындату құрылғысы | 5 | ||
| Экстракция сүзгісі | 4.4 |
B> Газды тұтыну
| Газ | Тұтыну (минут/бөтелке) | Ескерту | Ескерту |
| O2 | 60 | негізінде есептелген 1мм MS пластина | Газдың бағасы әр елде әртүрлі болғандықтан, мен тек газ тұтынуын бере аламын, жалпы баға құнын айта алмадым |
| N2 | 15 | негізінде есептелген 1мм SS пластина |
C> Шығын материалдарының бөліктері
| Шығын материалдары | Өмір (сағат) | Тауар өлшемінің бағасы (АҚШ доллары/дана) | Жалпы баға (USD/сағат) | Ескерту |
| Қорғаныш айна | >=240 | 43 | 0.18 | Жұмыс ортасы жақсы болса, шығын материалдары' Өмір ұзағырақ болады |
| Саптама | >=600 | 21.4 | 0.04 | |
| Керамикалық сақина | >=1500 | 108 | 0.07 | |
| Барлығы | 0,29 АҚШ доллары/сағат | |||
Жалпы тұтыну
| Элемент | Қуат Тұтыну | Газды тұтыну (USD/сағат) | Шығын материалдары | Ескерту |
| O2 | <=21 кВт/сағ | 60 (минут/бөтелке) | 0,29 АҚШ доллары/сағат | 1мм MS пластинасының негізінде есептелген |
| N2 | <=21кВт/сағ | 15 (минут/бөтелке) | 0,29 АҚШ доллары/сағат | 1мм SS пластинасының негізінде есептелген |
Лазерлік кесуге арналған бағдарламалық құрал (автоматты ұя салу бағдарламалық құралы) кіріспе
«Лазерлік кесу дизайнының бағдарламалық құралы» тегіс кесу дизайнының бағдарламалық құралына арналған, оның негізгі мақсаты кескінді өңдеуді, параметр параметрлерін, таңдамалы кесу процесінің өңдегішін, модельдеуді және сұрыптау мен өңдеуді бос режимде қамтамасыз ету болып табылады.
Ол келесі деректерді енгізу режимін қолдайды
6.1) Уақыт өткеннен кейін DXF, PLT және басқа графикалық деректер пішімдері қабылданған халықаралық стандарт G коды Mater Cam, Type3, Wentai бағдарламалық жасақтамасы DXF импорттық графикасы, мәтін контурлары AutoCAD тікелей экстракция жүйесі тасымалданатын графикалық кескін деректері, макетті өңдеуге болады (масштабтау, масштабтау, бұру, туралау, көшіру, біріктіру, тегіс, біріктіру әрекеті) заңдылығын автоматты түрде тексеру үшін импортталған деректердің: жабық, қабаттасу, өздігінен қиылысу, графиканы анықтау арасындағы қашықтық, кесу түрі (әйел кесу, Ян кесу) ), және сыртқы байланыстар, интерференциялық қатынас, кесу үлгілерін енгізуді автоматты есептеу, экспорттық сызық.
6.2) Қажеттілікке сәйкес процесті бастапқы позицияны және графиканы өңдеу бағытын еркін өзгертуге болады, ал жүйе жетекші позицияны енгізуді динамикалық түрде реттейді, файлды импорттау әрқашан өңдеу ретін автоматты түрде оңтайландырады, сонымен қатар өңдеу уақытын қысқарту және қолмен реттеуге болады. өңдеу тиімділігін арттыру графикалық шығысты таңдау, жергілікті деректерді өңдеудің кез келген жерінде қолдау көрсету, әсіресе азықтандыру үшін пайдалы, сіз қию функциясын, жергілікті бірегей тоқтау нүктесін өңдейтін графиканы пайдалана аласыз, процесс трек бойымен алға жылжуы мүмкін, кері айналдыру, икемділік кездеседі графикалық өңдеуге, шикізат өлшеміне, автоматты ұя салуға сәйкес әрбір технологиялық жағдай
қосымша тауарлар
 металл лазерлік кесу / лазерлік кесетін машина бағасы / тот баспайтын болаттан жасалған лазерлік кескіш машина
металл лазерлік кесу / лазерлік кесетін машина бағасы / тот баспайтын болаттан жасалған лазерлік кескіш машина Accurl Smartline 3015 сериялы талшықты лазерлік кесу машинасы
Accurl Smartline 3015 сериялы талшықты лазерлік кесу машинасы 500w1000w 2000w 3000w талшықты лазерлік кесу машинасы АҚШ-тағы бағасы
500w1000w 2000w 3000w талшықты лазерлік кесу машинасы АҚШ-тағы бағасы 1000w cnc 3015 талшықты лазерлік машина тот баспайтын болаттан жасалған жұмсақ болат алюминийден жасалған ең жақсы баға
1000w cnc 3015 талшықты лазерлік машина тот баспайтын болаттан жасалған жұмсақ болат алюминийден жасалған ең жақсы баға 2018 кантон жәрмеңкесінде талшықты лазерлік кесу машинасының бағасы
2018 кантон жәрмеңкесінде талшықты лазерлік кесу машинасының бағасы бағдарламаланатын плазмалық лазерлік кескіш плазмалық Cnc кескіш машина maxpro 200
бағдарламаланатын плазмалық лазерлік кескіш плазмалық Cnc кескіш машина maxpro 200 мыс пен алюминийден жасалған материалдарды кесетін талшықты лазерлік кескіш машина
мыс пен алюминийден жасалған материалдарды кесетін талшықты лазерлік кескіш машина Сатуға арналған 500w 1000w парақтық металл түтік талшықты лазерлік кескіш машина
Сатуға арналған 500w 1000w парақтық металл түтік талшықты лазерлік кескіш машина 2018 соңғы плазма гантри cnc кескіш машина гантри плазмалық кескіш бағасының өндірушісі
2018 соңғы плазма гантри cnc кескіш машина гантри плазмалық кескіш бағасының өндірушісі Көбікке, былғарыға, пластикке арналған 3-осьтік таза су өткізетін кескіш машина
Көбікке, былғарыға, пластикке арналған 3-осьтік таза су өткізетін кескіш машина